
%20copy.png)
This image shows how accurately the neural network detects when the gripper stops moving. The flowmeter captures a flow signal each time the gripper opens and closes. The neural network predicts the stop (red) almost exactly when it actually occurs (green), demonstrating that gripper behavior can be measured and predicted from airflow data alone.
The bottom plot shows the neural network’s confidence over time in the signal it sees. The stop is detected where confidence crosses our threshold. Here, the model reached 99% confidence (p=0.990) almost exactly at the true stop time (green).
Chef robots pick food—individually quick-frozen (IQF) vegetables, pasta, proteins—and deposit it into bowls on a moving conveyor thousands of times per hour. The quality of each deposit depends on one variable: how quickly the gripper opens.
Our robots utilize a pneumatic gripper. Inside the gripper, pressurized air drives a piston, which opens and closes the utensil that picks the food. If the gripper opens too quickly, the food ingredient spreads too widely and partially lands outside the tray or tray compartment. Too slow, and the deposit is incomplete before the tray moves too far along on the conveyor. Either way, the serving falls short of the target weight.
The gripper’s optimal opening speed varies by ingredient. A sticky ingredient required the gripper to open slowly for clean release. A free-flowing ingredient like IQF peas tolerates a faster opening motion, resulting in more deposits per hour and higher throughput.
The challenge is that pneumatic systems do not behave consistently. An open-loop approach might seem the most straightforward at first: send a timed command and trust that the gripper obeys. In practice, pneumatic systems do not obey. Pressure varies across robots and over time. Mechanical wear shifts behavior. The same command produces different gripper opening speeds across different robots, or even within the same robot during different gripper movements. Parameters tuned today degrade silently as hardware ages.
To solve this, we built a layered system that combines engineering first principles with AI to measure what the gripper actually does and automatically corrects for it. This blog walks through each layer of the system we built.
Layer 1: Adding a sensor—the flowmeter
Before AI can help, we need data. We added a flowmeter to the pneumatic circuit—a small physical sensor that measures the volume of air passing through a pipe at any given moment.
The gripper is controlled by a proportional valve on the piston’s exhaust side. The more open the valve is, the faster the gripper moves. The flowmeter sits on this exhaust side and measures the air pushed out as the piston moves, which directly correlates with the gripper opening speed.
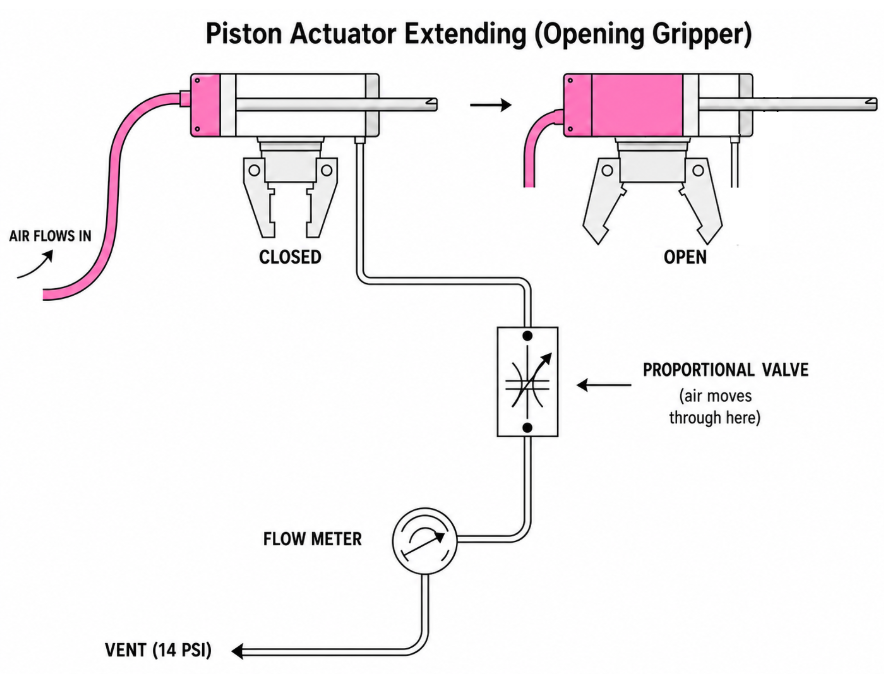
The raw signal looks noisy but carries a rich signature. As the gripper opens, exhaust flow rises sharply as the piston begins to move, peaks as it accelerates, then drops as the piston reaches its mechanical stop.
The flowmeter makes gripper behavior observable. Everything else follows from that.
Layer 2: Regression—learning the gripper’s physics from data
The first question the flowmeter data answers is: what valve voltage produces a desired gripper velocity at a given pressure?
We run characterization experiments across a range of operating pressures by sweeping valve voltages and recording the resulting gripper velocities from flow data. This produces a dataset of triples (pressure, valve opening, velocity)—a map of the gripper’s physical behavior.
From this data, we fit a polynomial regression at each pressure level, modeling velocity as a function of valve opening. We then invert each fitted curve to get what we need at runtime: given a desired velocity at a given pressure, what valve opening achieves it? These inverse curves are the learned prior.
The result is a family of curves, one per pressure level. At lower pressures, a larger valve opening is needed to achieve the same velocity. The regression captures this relationship from data rather than from hard-coded assumptions.
At runtime, the system takes the desired opening speed and current pressure, looks up the two nearest pressure levels in the learned curves, and interpolates to produce the right valve voltage. The curves are also invertible in the other direction: given a measured voltage and pressure, the system can recover the actual gripper velocity. This matters for the closed-loop layer described below.
Layer 2 makes characterization more principled and repeatable. But it is still a prior: it tells the system what to command, not whether that command was obeyed.
Layer 3: Knowing when the gripper movement is done
To know whether a command was obeyed, we need to measure what actually happened. That comes down to one question: when did the gripper movement end?
This is the hardest problem we need to solve. The flow signal does not terminate cleanly when the gripper stops moving. It tapers off, and the taper profile varies with pressure, wear, and the mechanical characteristics of each gripper. Here are a couple of curves we see at varied settings.
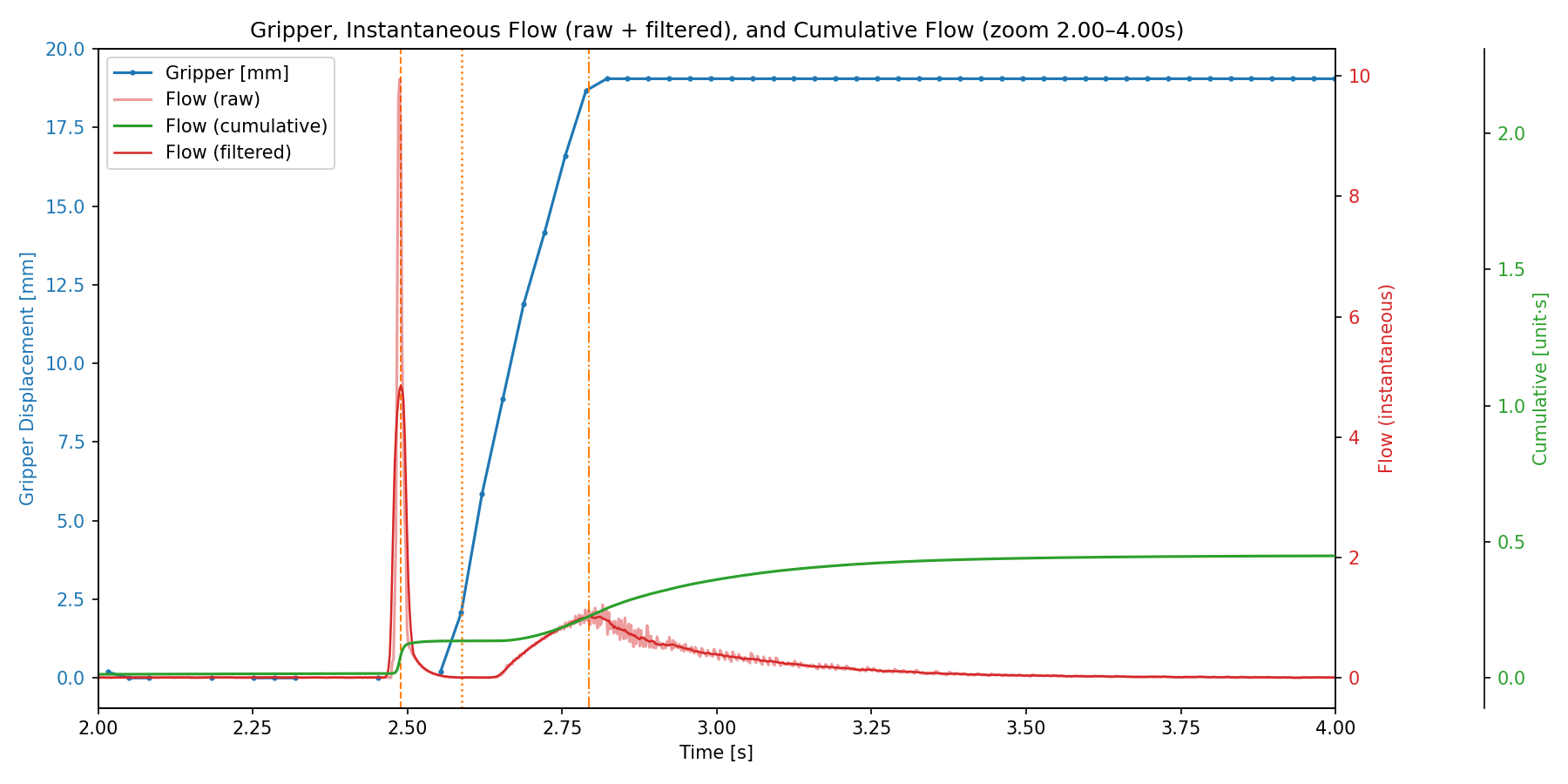
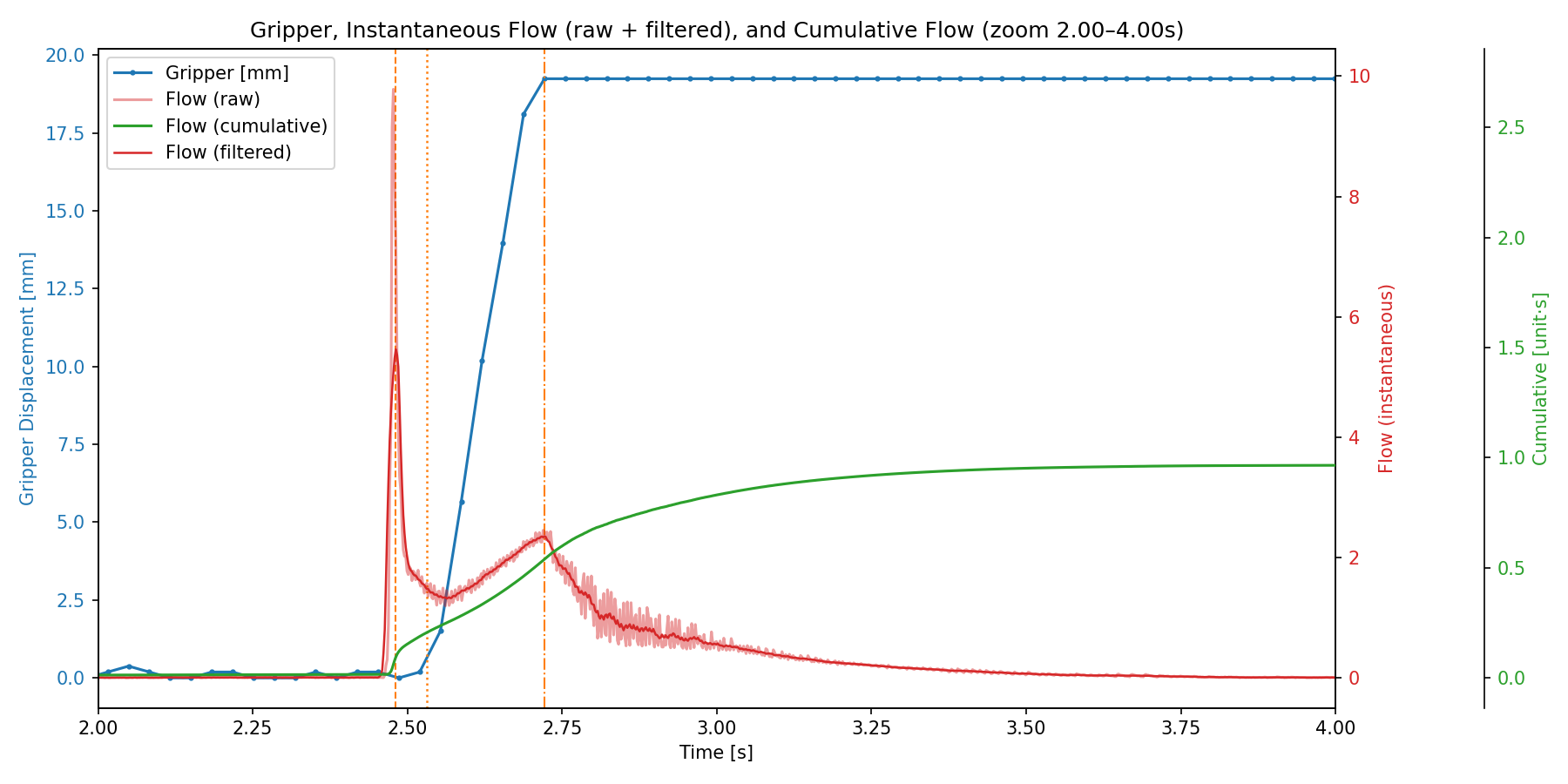
A threshold written for one gripper will misfire on a different one, or on the same gripper months later. The variability is too high to handle with fixed rules.
This is where a learned detector becomes necessary.
Layer 4: Neural network—learning to detect the stop event
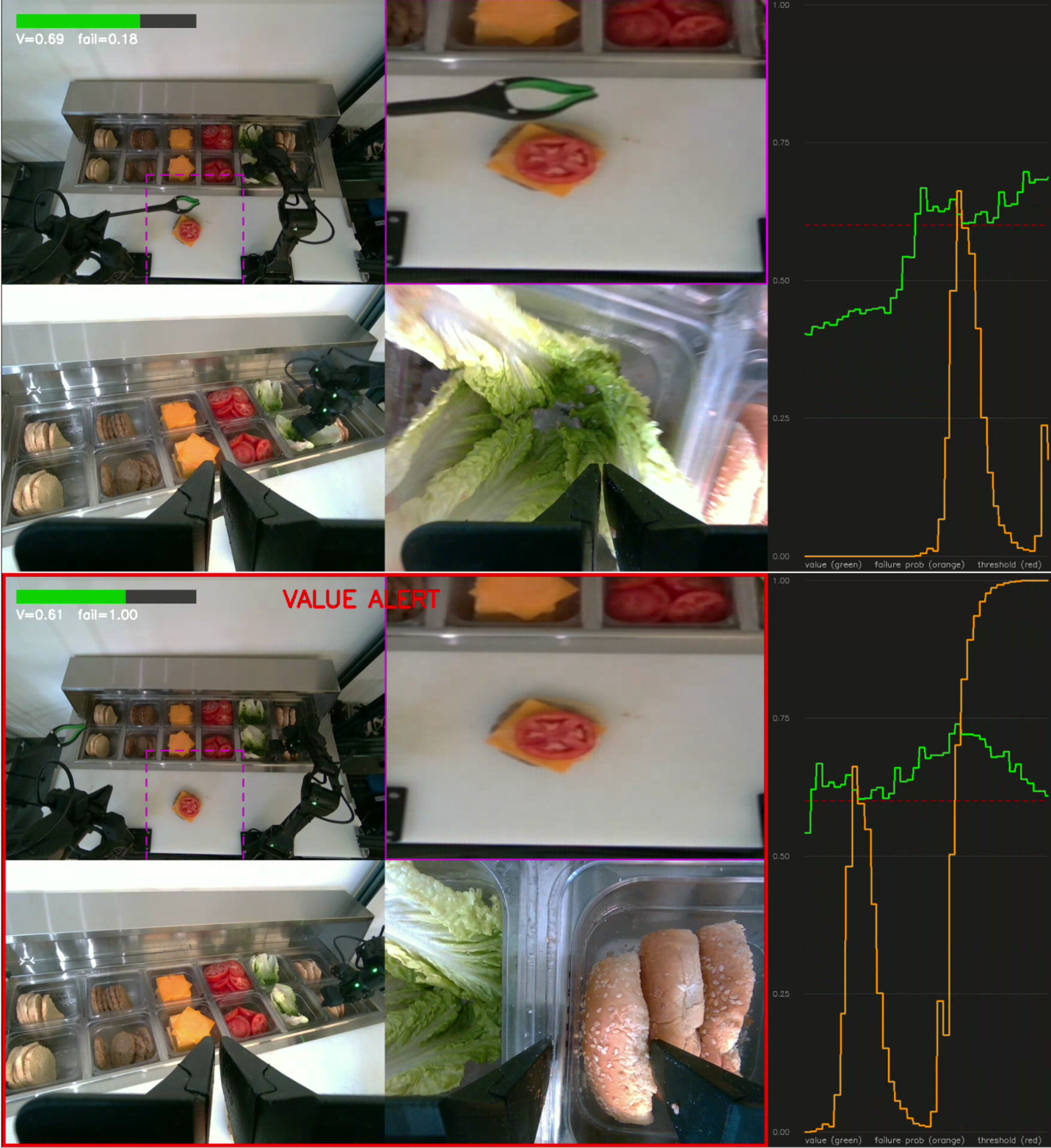
We replace the heuristic detector with a small neural network trained on flow data from production hardware. Ground-truth stop times are automatically annotated using a high-precision computer vision algorithm that is not available when running online.
What the model sees
Every time the robot runs, the model continuously evaluates the most recent flow-signal data and, at each interval, asks whether the gripper has stopped. Rather than raw voltage values, we give it three derived channels:
- The flow signal, normalized to remove bias from the absolute operating level
- The rate of change of that signal
- The absolute flow level at the moment of prediction, so that the model can distinguish operating conditions across different pressures
This lets the model separate the shape of the stop event from its magnitude, which varies across gripper types and pressures.
How the model runs in real time
Every time the robot runs, the model only uses data up to the current moment—it cannot look ahead. Its prediction is centered slightly before the latest data point, giving the signal enough context to confirm the stop before committing to a decision. This trades a small delay for higher confidence. A high confidence threshold is required before declaring the gripper movement complete: an early false detection will cut the movement short and cause incorrect portioning.
Each time the model runs, it scores the latest flow data. When confidence crosses the threshold, the gripper movement is marked complete, and the actual duration is recorded.
Layer 5: Online learning—adapting with every gripper movement
Regression gives us a starting point. The neural network tells us what actually happened. But neither of them updates based on experience. If the gripper drifts over time, both layers continue making the same error. The final layer closes that gap: a controller that updates its estimate of the right valve voltage after every gripper movement.
Learning a per-gripper correction
The regression prior is broadly applicable—a reasonable starting point for any gripper of a given type. But every physical gripper is slightly different, and every gripper changes over time. Wear shifts the mechanics. Temperature affects the pneumatics. Small manufacturing differences might mean two nominally identical grippers behave differently.
After each gripper movement, the system compares what actually happened with its prediction and updates a correction term. If the gripper consistently opens faster than intended, the correction is reduced; if it opens too slowly, it is increased. This correction is maintained per robot and per gripper. Over hundreds of gripper movements, each gripper accumulates its own learned offset on top of the general prior—one that reflects its actual current behavior rather than a freshly characterized baseline.
A secondary signal also emerges: a bounded correction indicates normal behavior. One that grows steadily in one direction indicates drift—a potential early indicator of mechanical wear before it affects production performance.
Why it matters
Three techniques are stacked across these layers, each addressing what the previous one cannot:
- Regression builds a physics-grounded prior from characterization data—encoding how pressure and valve opening relate to velocity without hard-coding every relationship.
- A neural network learns to detect the stop event from the raw flow signal—something fixed rules cannot do reliably across all operating conditions.
- Online adaptive control personalizes the prior for each gripper based on experience, handling drift and variation that no offline model can anticipate.
The previous approach—open-loop timing with manually tuned per-gripper parameters—could not account for hardware differences or deterioration over time. The flowmeter-based system replaces tuning, which degrades over time, with a data-driven method that improves over time.
This is a pattern that appears throughout precision robotics: accuracy improves not by making hardware more precise, but by measuring what the hardware actually does and learning to compensate. This is how we use AI to solve fundamental engineering problems.
Curious about how Chef robots handle ingredient variability in production, or want to follow along as we keep building? Get in touch with our team!

.jpg)